In-Situ Machining (UK) Ltd are leading in the field of engine line boring by successfully supporting our clients over the years to help alleviate the cost and timeframe associated with replacing components after failure.
Large generating sets, marine diesel engines and compressor main bearing bores often experience damage during the failure of a crankshaft, leading to the requirement for repair or the more costly and time-consuming process of replacement.
Engine Line Boring Machine Services
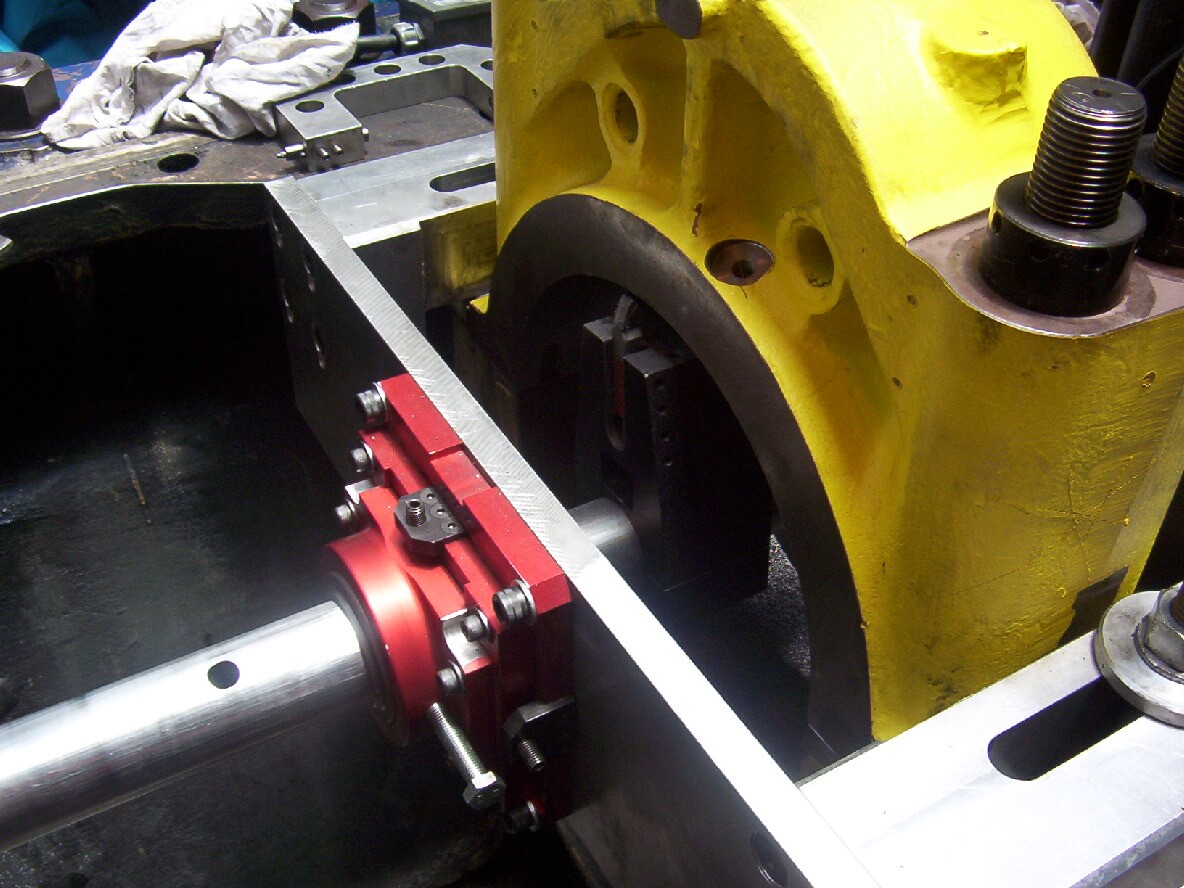
Our expert engineers have access to a vast range of in-line engine boring equipment and line boring machines and associated laser and optical alignment tooling and accessories. This equipment is quickly adapted to suit various engine types requiring engine bedplate rejuvenation, whether a conventional bedplate layout or an under-slung configuration.
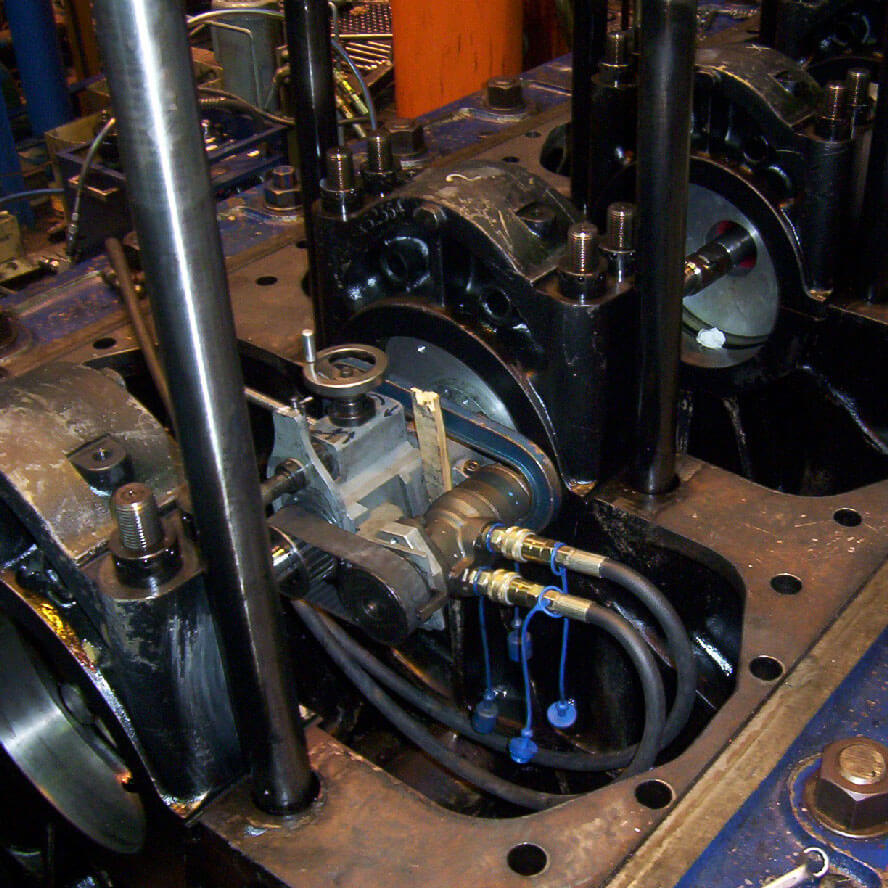
Repairs are carried out by our experienced expert engineers and state of the art line boring machines and can take the form of repairing individual main bearing pocket bores or using engine line boring equipment to complete a series of main bearing bores in line as necessary.
Our works are completed to OEM standards and have the added convenance of being undertaken on-site to avoid costly and time consuming removal of major components. Our Engine line boring services can be utilised to undertake main bearing bore rectification, cam shaft reboring, upper and lower liner landing machining and timing gear boring as required, amongst many other operations.
Repair Options /Procedures
Over many years of experience, we have significantly improved our line boring services and developed various ways to repair bearing pocket bores per the makers’ and clients preference taking into account time constraints and cost effective repair options
Options for repair are listed below:
Boring Oversize: Most Commonly, bores are machined oversize to remove damage and oversize bearing are sourced to suit the new main bearing pocket size. Options for oversize bearings can be supplied by the OEM.
Thermal Spraying: Bores are machined oversized to remove all damage, thermal sprayed to replace the material that has been machined away and finally bored to standard size.
Selective Plating: Though rarely used, as with thermal spraying bores are machined oversize to remove the damage generated in the failure and a selective plating/electro-plated method is used to rebuild the material in the bore prior to boring back to original OEM size.
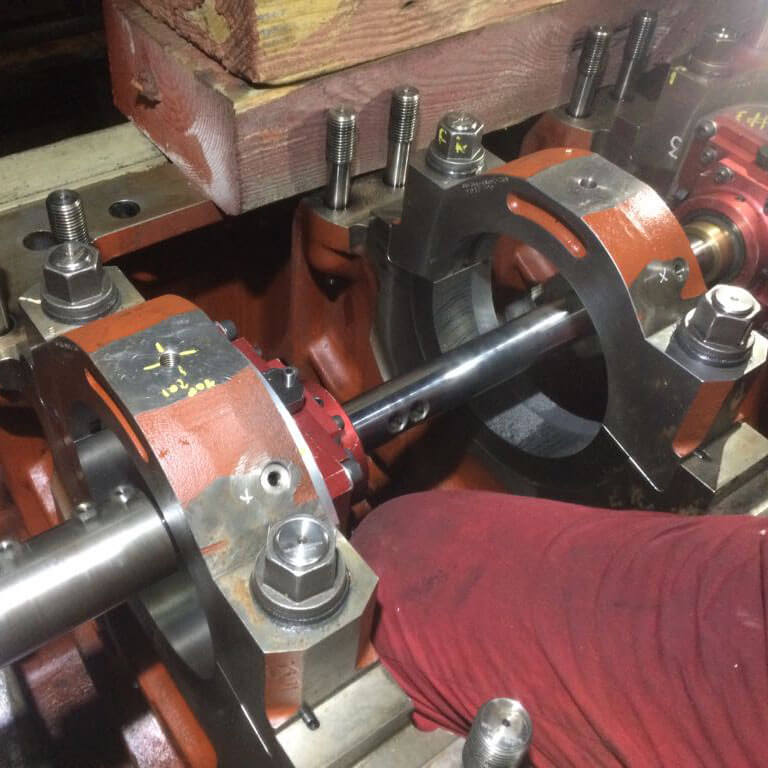
Sleeving: Main bearing journal bores can be machined to allow the fitting of a split make-up/Insert sleeve and then secured with a series of radially fitted screws before machining to design size. An allowance is left in the sleeve for final machining to standard size.
In each of the above repair methods, it is normally only the lower half bearing bore that requires attention in the case of a conventional bedplate and the upper half bore of the under-slung engine type. The mating bearing caps are often replaced for new ‘ Green Stock’ bearing caps, with the half bore having an allowance left on the diameter for final machining on assembly.
Associated repairs and procedures allied to bedplate main bearing bore work would take the form of advanced metal stitching of heat-induced cracking, milling of bearing cap fit location and possible make-up plating to remove fretting and wear.
Additional Services
Thermal Spraying
As part of our on-site machining services, we will provide high-quality thermal spraying – an excellent option for repairing damaged and worn bearing pockets.
The bores are machined out to remove all damage and then sprayed to re-build the removed material.
Thermal spraying is a process in which material in the form of wire or powder is heated until it reaches a molten state.
It is then projected via air or gas to deposit a layer on the receiving component.
This process can be repeated multiple times to allow material to build up to the desired specification.
Laser & Optical Alignment
In-Situ Machining Solutions (UK) Ltd provide a wide range of laser and optical alignment, measurment and inspection services that compliment our specialist on-site machining portfolio.
Our Experience in-house Engineers use the latest in laser and optical technology to provide the highest and most accurate information and reports for our clients.
Alignment and measurment appliactions can vary from alignment of main bearing bores on a diesel engine through to alignment of a propellor shaft housings and bearings or alignment of turbine casing bores.
Relatable Industries
We at In-Situ, are proud of our services, supporting a broad range of industries and providing vital on-site machining needs for our clients 24/7. Below is a range of the various sectors of industry that our services are utilised.