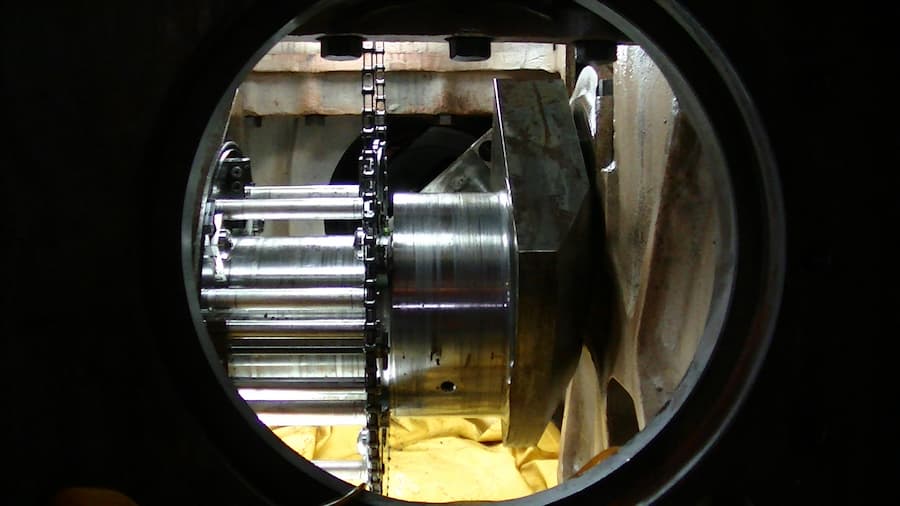
In-Situ Machining Solutions have recently completed the complex machining works on 2 off Horizontal Reciprocating Compressor crankshaft on separate platforms, offshore for a major Oil company. Due to the global location of the project and urgent nature of the repairs, a site visit to obtain critical dimensions and information was not feasible. Armed with technical advice from In-Situ, the clients engineering team set about obtaining the critical information to allow special purpose machining equipment to be manufactured. The formation/design of the crankshaft was different to common crankshafts as each journal had a compression crank and an offset power crank. The compression being 13” outside diameter whilst the power crank was only 10” outside diameter. It was clearly evident by the photographs, description and checks that the client had made, that the journal diameters were suffering from severe pitting and corrosion and were unlikely to be salvageable by machine polishing alone. A plan was put in place to machine each power crank diameter and each compression crank diameter to the first undersize bearing which was 1/16” below nominal size.
Special equipment was designed and manufactured prior to mobilisation to allow the orbital turning machines to locate on the offset journals, allowing sufficient radial clearance for the machines to operate. The complete shaft, which comprised of 12 Journals, (6 power crank journals and 6 compression crank journals), was refurbished working on a 24hr working pattern. The project was completed in two trips. Trip one to a platform to complete the first 12 journal crankshaft and then trip two, 2 weeks later to complete the second 12 journal crankshaft. During the second trip it was discovered that one of the power #5 power crank journal had suffered a previous bearing failure that had become evident once the rust was removed from the journal. Normal procedures of MPI and Hardness checks took place and the results were that this journal was machined to 1/8” undersize. The client was delighted with the quality of the project and the fact that In-Situ completed the 2 crankshafts ahead of schedule, allowing the client to complete further remedial works that were previously not feasible. For further information, please contact In-Situ on +44 (0)1788 572777